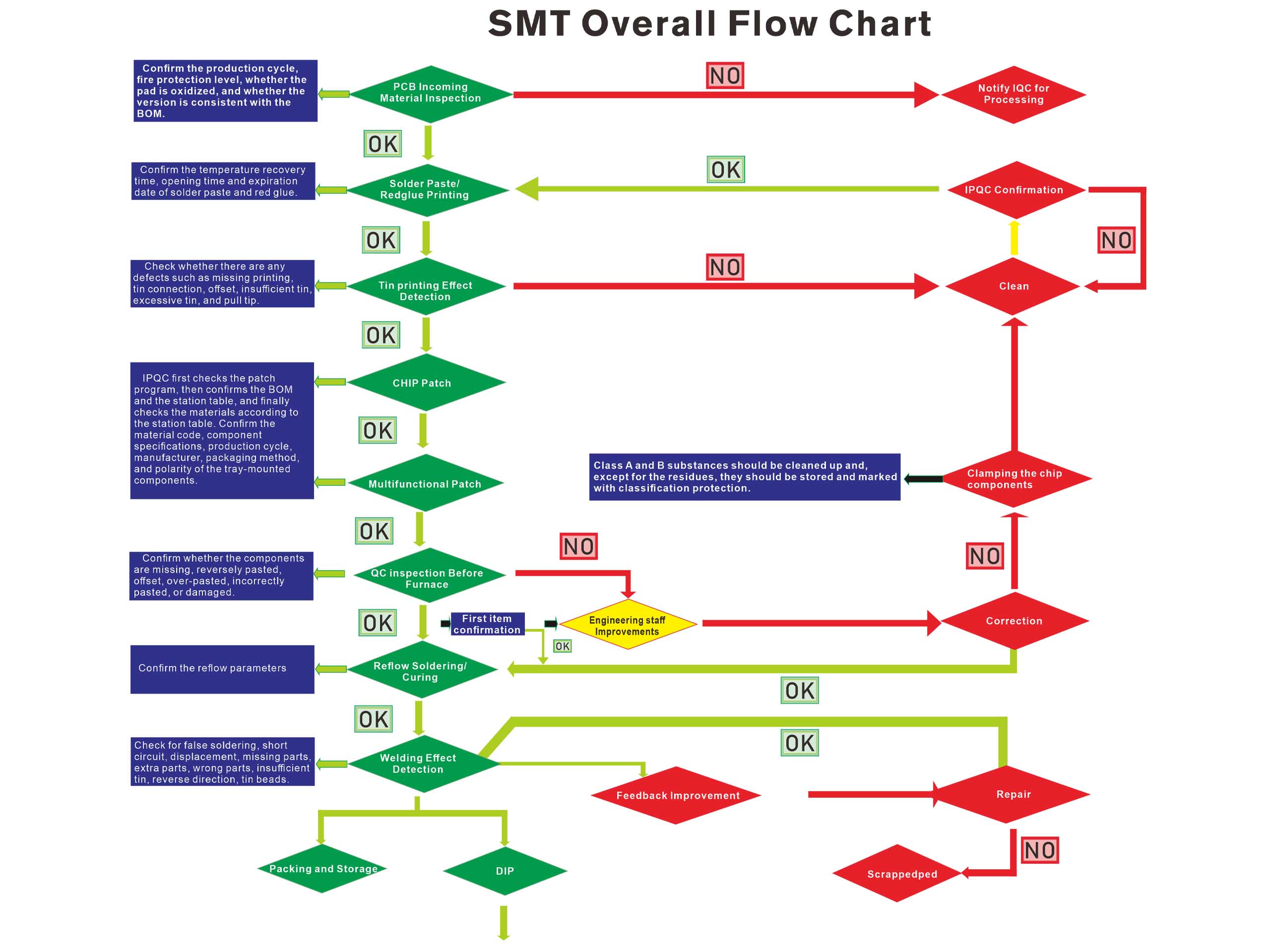
Дараах нь SMT (гадаргуугаар холбох технологи) -аас DIP (хос шугаман багц), хиймэл оюун ухаан илрүүлэх, ASSY (угсрах) хүртэлх үйлдвэрлэлийн иж бүрэн процесс бөгөөд техникийн ажилтнууд үйл явцын туршид зааварчилгаа өгдөг. Энэ процесс нь өндөр чанартай, үр ашигтай үйлдвэрлэлийг хангахын тулд цахим үйлдвэрлэлийн үндсэн холбоосуудыг хамардаг.
SMT → DIP → AI inspection → ASSY -аас үйлдвэрлэлийн процессыг гүйцээнэ
1. SMT (гадаргуут холбох технологи)
SMT нь электрон үйлдвэрлэлийн үндсэн процесс бөгөөд голчлон ПХБ дээр гадаргууд холбох бүрэлдэхүүн хэсгүүдийг (SMD) суулгахад ашиглагддаг.
(1) Гагнуурын зуурмаг хэвлэх
Тоног төхөөрөмж: гагнуурын зуурмаг принтер.
Алхамууд:
Принтерийн ажлын ширээн дээр ПХБ-г засаарай.
Гагнуурын зуурмагийг ган тороор дамжуулан ПХБ-ийн дэвсгэр дээр нарийн хэвлэнэ.
Офсет, дутуу хэвлэх, давхар хэвлэх зүйл байхгүй эсэхийг шалгахын тулд гагнуурын оо хэвлэх чанарыг шалгана уу.
Гол цэгүүд:
Гагнуурын зуурмагийн зуурамтгай чанар, зузаан нь шаардлагад нийцсэн байх ёстой.
Ган торыг бөглөрөхөөс зайлсхийхийн тулд тогтмол цэвэрлэж байх шаардлагатай.
(2) Бүрэлдэхүүн хэсгүүдийн байршил
Тоног төхөөрөмж: Сонгох ба байрлуулах машин.
Алхамууд:
SMD бүрэлдэхүүн хэсгүүдийг SMD машины тэжээгч рүү ачаална.
SMD машин нь цорго ашиглан эд ангиудыг авч, програмын дагуу ПХБ-ийн заасан байрлалд үнэн зөв байрлуулна.
Офсет, буруу хэсэг, дутуу хэсэг байхгүй эсэхийг шалгахын тулд байршлын нарийвчлалыг шалгана уу.
Гол цэгүүд:
Бүрэлдэхүүн хэсгүүдийн туйл ба чиглэл нь зөв байх ёстой.
Бүрэлдэхүүн хэсгүүдэд гэмтэл учруулахгүйн тулд SMD машины хушууг тогтмол арчилж байх шаардлагатай.
(3) Дахин урсгалтай гагнуур
Тоног төхөөрөмж: Дахин урсгалтай гагнуурын зуух.
Алхамууд:
Суурилуулсан ПХБ-ийг дахин урсгалтай гагнуурын зуух руу илгээнэ үү.
Урьдчилан халаах, тогтмол температур, дахин урсах, хөргөх дөрвөн үе шат дууссаны дараа гагнуурын зуурмаг хайлж, найдвартай гагнуурын холбоос үүсдэг.
Хүйтэн гагнуурын холбоос, гүүр, булшны чулуу гэх мэт согог байхгүй эсэхийг шалгахын тулд гагнуурын чанарыг шалгана.
Гол цэгүүд:
Дахин урсдаг гагнуурын температурын муруйг гагнуурын зуурмаг болон эд ангиудын шинж чанараас хамааран оновчтой болгох шаардлагатай.
Гагнуурын чанарыг тогтвортой байлгахын тулд зуухны температурыг тогтмол тохируулна.
(4) AOI шалгалт (автомат оптик хяналт)
Тоног төхөөрөмж: автомат оптик хяналтын хэрэгсэл (AOI).
Алхамууд:
Гагнуурын холболтын чанар болон эд ангиудын бэхэлгээний нарийвчлалыг илрүүлэхийн тулд гагнасан ПХБ-ийг оптик сканнердах.
Тохируулахын тулд өмнөх үйл явцын алдаа, санал хүсэлтийг бүртгэж, дүн шинжилгээ хийх.
Гол цэгүүд:
AOI програмыг ПХБ-ийн дизайны дагуу оновчтой болгох шаардлагатай.
Илрүүлэх нарийвчлалыг хангахын тулд тоног төхөөрөмжийг тогтмол тохируулна.


2. DIP (хос шугамын багц) процесс
DIP процессыг голчлон нүхний бүрэлдэхүүн хэсгүүдийг (THT) суулгахад ашигладаг бөгөөд ихэвчлэн SMT процесстой хослуулан ашигладаг.
(1) Оруулах
Тоног төхөөрөмж: гараар эсвэл автомат оруулах машин.
Алхамууд:
Нүхний бүрэлдэхүүн хэсгийг ПХБ-ийн заасан байрлалд оруулна.
Бүрэлдэхүүн хэсгүүдийг оруулах нарийвчлал, тогтвортой байдлыг шалгана уу.
Гол цэгүүд:
Бүрэлдэхүүн хэсгүүдийн тээглүүрийг зохих урттай болгох шаардлагатай.
Бүрэлдэхүүн хэсгүүдийн туйлшрал зөв эсэхийг шалгаарай.
(2) долгионоор гагнах
Тоног төхөөрөмж: долгион гагнуурын зуух.
Алхамууд:
Залгуурын ПХБ-ийг долгионы гагнуурын зууханд хийнэ.
Бүрэлдэхүүн хэсгүүдийн зүүг долгионы гагнах замаар ПХБ дэвсгэрт гагнах.
Хүйтэн гагнуурын үе, гүүр, гагнуурын холбоос байхгүй эсэхийг шалгахын тулд гагнуурын чанарыг шалгана уу.
Гол цэгүүд:
Долгионы гагнуурын температур, хурдыг ПХБ болон эд ангиудын шинж чанарын дагуу оновчтой болгох шаардлагатай.
Гагнуурын чанарт нөлөөлөхөөс сэргийлэхийн тулд гагнуурын банныг тогтмол цэвэрлэж байх хэрэгтэй.
(3) Гараар гагнах
Согог (хүйтэн гагнуурын холболт, гүүр гэх мэт) засахын тулд долгионоор гагнуурын дараа ПХБ-г гараар засварлана.
Орон нутгийн гагнуурын хувьд гагнуурын төмөр эсвэл халуун агаарын буу ашиглана.
3. AI илрүүлэх (хиймэл оюун ухааны илрүүлэлт)
AI илрүүлэх нь чанарын илрүүлэлтийн үр ашиг, нарийвчлалыг сайжруулахад ашиглагддаг.
(1) AI харааны илрүүлэлт
Тоног төхөөрөмж: AI харааны илрүүлэх систем.
Алхамууд:
ПХБ-ийн өндөр нарийвчлалтай зургийг авах.
Гагнуурын согог, бүрэлдэхүүн хэсгийн офсет болон бусад асуудлуудыг тодорхойлохын тулд AI алгоритмаар зурагт дүн шинжилгээ хийнэ үү.
Туршилтын тайланг гаргаж, үйлдвэрлэлийн процесст буцааж өгөх.
Гол цэгүүд:
AI загварыг бодит үйлдвэрлэлийн өгөгдөл дээр үндэслэн сургаж, оновчтой болгох шаардлагатай.
Илрүүлэх нарийвчлалыг сайжруулахын тулд AI алгоритмыг тогтмол шинэчил.
(2) Функциональ туршилт
Тоног төхөөрөмж: Автомат туршилтын төхөөрөмж (ATE).
Алхамууд:
Хэвийн ажиллагааг хангахын тулд ПХБ дээр цахилгаан гүйцэтгэлийн туршилтыг хийнэ.
Туршилтын үр дүнг бүртгэж, гэмтэлтэй бүтээгдэхүүний шалтгааныг шинжлэх.
Гол цэгүүд:
Туршилтын процедурыг бүтээгдэхүүний шинж чанарын дагуу төлөвлөх шаардлагатай.
Туршилтын нарийвчлалыг баталгаажуулахын тулд туршилтын төхөөрөмжийг тогтмол тохируулна.
4. ASSY процесс
ASSY нь ПХБ болон бусад эд ангиудыг иж бүрэн бүтээгдэхүүн болгон угсрах үйл явц юм.
(1) Механик угсралт
Алхамууд:
ПХБ-ийг орон сууц эсвэл хаалтанд суулгана уу.
Кабель, товчлуур, дэлгэцийн дэлгэц зэрэг бусад бүрэлдэхүүн хэсгүүдийг холбоно уу.
Гол цэгүүд:
ПХБ болон бусад эд ангиудыг гэмтээхээс зайлсхийхийн тулд угсралтын нарийвчлалыг баталгаажуулна уу.
Статик гэмтлээс урьдчилан сэргийлэхийн тулд эсрэг статик хэрэгслийг ашигла.
(2) Програм хангамжийг шатаах
Алхамууд:
Програм хангамж эсвэл програм хангамжийг ПХБ-ийн санах ойд шатаах.
Програм хангамж хэвийн ажиллаж байгаа эсэхийг шалгахын тулд шатаах үр дүнг шалгана уу.
Гол цэгүүд:
Шатаах програм нь техник хангамжийн хувилбартай тохирч байх ёстой.
Тасалдал гарахгүйн тулд шатаж буй орчин тогтвортой байгаа эсэхийг шалгаарай.
(3) Бүхэл бүтэн машины туршилт
Алхамууд:
Угсарсан бүтээгдэхүүн дээр функциональ туршилт хийх.
Гадаад төрх байдал, гүйцэтгэл, найдвартай байдлыг шалгана уу.
Гол цэгүүд:
Туршилтын зүйлүүд нь бүх функцийг хамарсан байх ёстой.
Туршилтын өгөгдлийг бүртгэж, чанарын тайлан гаргах.
(4) Сав баглаа боодол, тээвэрлэлт
Алхамууд:
Мэргэшсэн бүтээгдэхүүний эсрэг статик савлагаа.
Шошго, савлаж, тээвэрлэхэд бэлтгэх.
Гол цэгүүд:
Сав баглаа боодол нь тээвэрлэлт, хадгалалтын шаардлагыг хангасан байх ёстой.
Хялбар мөрдөхийн тулд тээвэрлэлтийн мэдээллийг тэмдэглэ.

5. Гол цэгүүд
Байгаль орчны хяналт:
Статик цахилгаанаас сэргийлж, статикийн эсрэг төхөөрөмж, багаж хэрэгслийг ашиглана.
Тоног төхөөрөмжийн засвар үйлчилгээ:
Принтер, байршуулах машин, дахин урсгалтай зуух, долгионоор гагнуурын зуух гэх мэт тоног төхөөрөмжийн засвар үйлчилгээ, тохируулгыг тогтмол хийх.
Процессын оновчлол:
Үйлдвэрлэлийн бодит нөхцөлийн дагуу үйл явцын параметрүүдийг оновчтой болгох.
Чанарын хяналт:
Ургацыг баталгаажуулахын тулд процесс бүр чанарын хатуу хяналтанд хамрагдах ёстой.







